

Unealta de sudura in forma de topor este folosita pentru sudarea profilelor hidroizolante.
pentru sudat benzi etansare” src=”https://site.hidroplasto.ro/wp-content/uploads/2014/12/Suflanta-cu-aer-cald.gif” alt=”Suflanta cu aer cald pentru sudat profile etansare” width=”240″ height=”163″ />
Aparatul de suflat cu aer cald este folosit pentru sudarea profilelor hidroizolante si a produsului „Cuzinet T”.
Lama si dispozitivul de fixare pentru incalzitorul electric sunt dispozitive cu ajutorul carora se realizeaza lipirea profilelor hidroizolante.
Unitatea de vulcanizare este un dispozitiv care se foloseste pentru lipirea profilelor hidroizolante din Elastoflex.
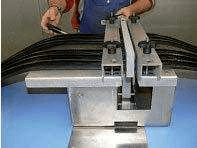
Aparat sudare
compartiment livrare:
– cutie transport
– aparat sudare
– matrita pentru pene de etansare
– distantator
– burete pentru curatat
– manual instructiuni
Aparat vulcanizare
compartiment disponibil pentru livrare:
– cutie transport
– aparat vulcanizare
– matrita pentru pene de etansare
– cutit
– polizor
– compresor
– cheie fixa
– solvent vulcanizare
– benzi de cauciuc
– snur/ fir vulcanizare
Benzi de cauciuc
Marimi disponibile:
– 30 x 1,0 mm
– 30 x 1,5 mm
– 50 x 1,0 mm
– 50 x 1,5 mm
– 50 x 3,0 mm
– 80 x 3,0 mm
– 80 x 4,0 mm
– 100 x 4,0 mm
Se folosesc diverse forme pentru imbinarea capetelor.
Forme
Spatial L2
Flat L2
Flat L4 Spatial X
Spatial T Flat L5
FLAT
Spatial L4
Pregatire
Capetele profilelor de etansare trebuie sa fie pre-incalzite, daca sunt folosite in medii reci (temperatura sub+5°C/+41° F). Temperatura materialului capetelor profilelor de etansare trebuie sa fie mai mare de +15°C/59° F. Profilele de etansare trebuie sa fie curate si uscate. Pentru fabricarea racordului cap la cap, capetele trebuie sa fie taiate drept pe lungimea profilului de etansare (folositi corniera fixatoare si un cutit ascutit).
Calitatea taierii este foarte importanta pentru calitatea sudarii. Reparatiile si corectarile necesita unelte speciale si material pentru sudare.
Temperatura de sudare
Temperatura de sudare depinde in principal de materialul profilului de etansare si de temperatura din exterior. Prin urmare, valorile de mai jos pot fi doar orientative. Pentru a determina temperatura corecta pentru dispozitivele de sudare, testele trebuie facute inainte de sudarea actuala.
ATENTIE: Temperatura maxima 215 °C/ 419° F
Besaflex:
Nitriflex:
Polyflex:
TPE:
180 – 190 °C/ 356 – 374° F
160 – 170 °C/ 320 – 338° F
215 °C/ 419° F
150 – 210 °C/ 302 – 410° F
Pregatirea
Modelele de pene de etansare trebuie fabricate inainte de procesul de sudare actual pentru a evalua comportamentul profilelor de etansare si de a stabili parametrii corecti de sudare adaptate conditiilor date.
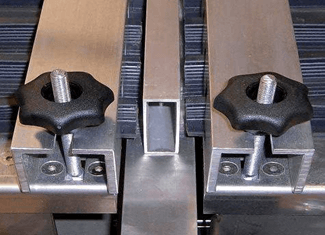
Tineti dispozitivul de placa de deasupra si scoateti-o din cutia de transport.
Clemele incluse trebuie montate in partea de sus a placii dispozitivului folosind suruburile clemei.
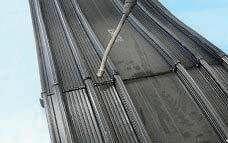
Suspendarea si spatierea profiluri de pene de etansare
de deasupra clemelor sunt instalate in ambele capete ale profilului de etansare. Fixati-le folosind suruburi de prindere.
Incalzirea
Apasati cu presiune egala unei greutati de 1- 3 kg. pe levierul de compresiune. Mentineti cca 10-20 secunde. In aceasta perioda, va aparea o proeminenta de la sudura de cca. 1 mm inaltime, consolidand capetele profilului de etansare.
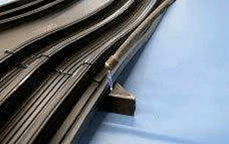
Cuplare
Consola de sudura va fi indepartata, rosturile fasiei dau drumul capetelor de la elementul de incalzire iar elementul de incalzire trebuie asezat jos. Stantarea nu trebuie sa depaseasca 2 secunde.
Trebuie sa se ataseze protectia de lemn in stare racita. Dupa incetinirealamei radiatorului, masina se afla in pozitia de baza.
Verificare
Dupa racirea completa a conexiunii sudate, poate fi montata, insa nu inainte de examinare. Trebuie sa fie respectate cerintele DIV V 18197.
Testare:
– test vizual
– test indoire
– test scantei frecventa inalta
→ eroare afisaj patrundere scantei.
Din cauza sudurii este posibila aparitia unei proeminente.
Se va indeparta inainte de testare.
Finisari posibile
Defectele mici se pot suda manual (dispozitiv aer cald) sau se poate adauga un cablu rotund (piston conic,
dispozitiv aer cald) pentru a realiza finisarile.
Altfel, sudura va trebui taiata si reinnoita structura.
[popup-contact-form id=”1″ title=”cere oferta pret”]
Se lucrează la ieșirea din municipiu, pe Bulevardul 2 Grăniceri. Pe podul viaduct este din…
Synthetic material spacers are, beside concrete spacers, the most popular group of reinforcement bar spacers.…
Elastomer spacers are primary components made of vulcanised ethylene-propylene-diene natural rubber (ethylene propylene diene monomer,…
PVC GRINDING. With an experience of 11 years our company offers elastic and hard PVC…
Bridge bearings Elastomer bearings Elastomer bearings are layered products, i. e. they alternate between an…





{kind=link}