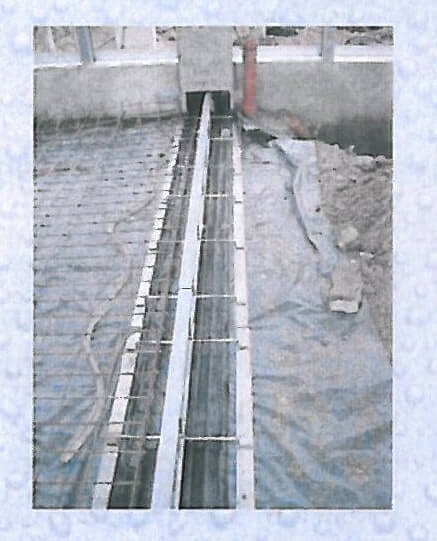
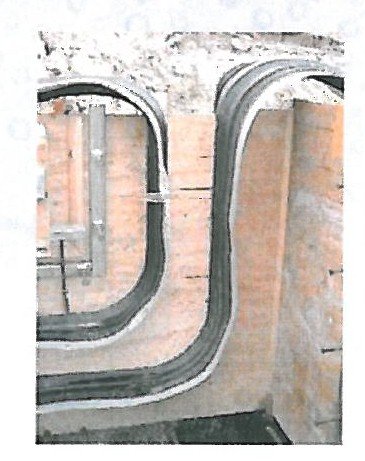
În timpul montării se urmărește ca izolația să fie un sistem închis, rosturile să fie aliniate și profilele interne și cele externe să nu fie intercalate. Distanța între profilul hidroizolant și armătura din elementul de construcție trebuie să fie de minim 20 mm.
Raza de curbură pentru profilele hidroizolante trebuie să îndeplinească următoarele condiții:
- profil hidroizolant intern pentru rosturi de turnare: r ≥ 150 mm;
- profil hidroizolant intern pentru rosturi de dilatație: r ≥ 250 mm;
- profil hidroizolant extern pentru rosturi de turnare: r ≥ 50 x mm;
- profil hidroizolant extern pentru rosturi de dilatație: r ≥ 30 x mm.
Lățimea profilelor hidroizolante interne nu trebuie să depășească grosimea elementelor structurale.
În momentul instalării profilelor se verifică liniaritatea acestora.
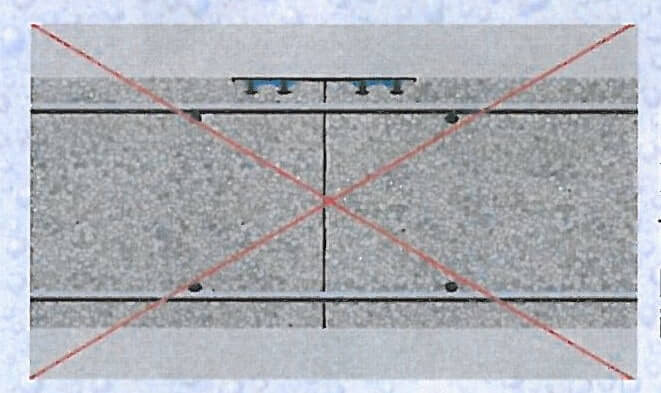
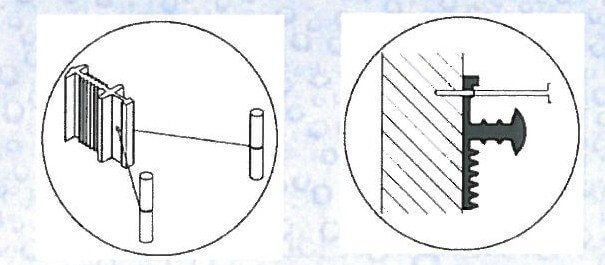
Profilele hidroizolante externe nu se instalează niciodată cu ancorele de fixare orientate în jos. Acest lucru poate duce la formarea de goluri și infiltrații.
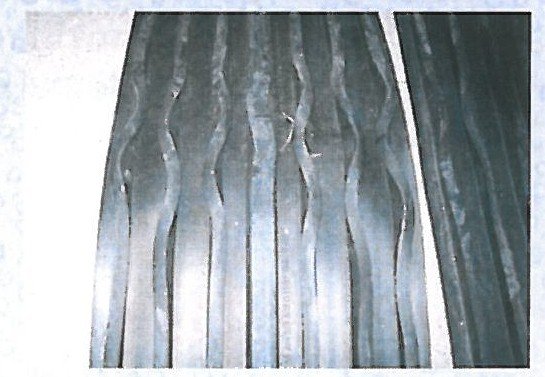
Deformările ușoare (cauzate de condițiile de depozitare sau de transport) pot fi corectate prin tratare la căldură. Profilele de etansare termoplastice sunt fuzibile la cca 1400C.
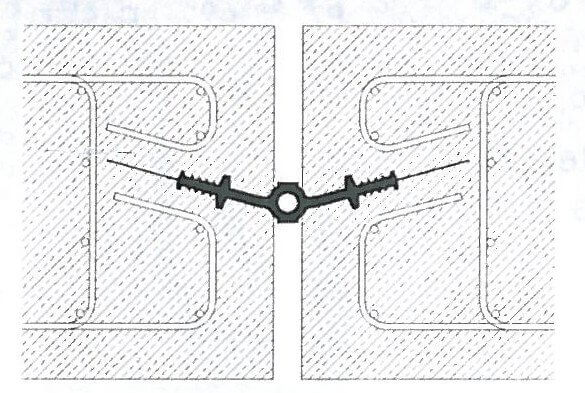
Pentru turnarea corectă a betonului, fără segregări și goluri în zona profilului hidroizolant pentru rosturi de dilatație, se recomandă poziționarea acestuia în formă de ”V” la un unghi de aproximativ 150.
Fixarea profilelor de etansare se face cu cleme de montaj, cuie, armătură specială, sârmă.
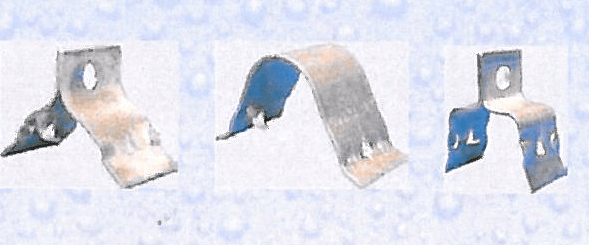
În momentul fixării se va ține cont de linearitatea profilului, simetria acestuia față de axa rostului, iar sistemul de prindere va fi echidistant.
Capetele rămase ale profilului vor fi protejate în vederea sudurii ulterioare.
Pe șantier se pot executa doar suduri de bază, cele complexe executându-se la furnizor.
Pentru a fi sudate, capetele profilelor de etanșare se preîncălzesc dacă se află la o temperatură sub +50C. Temperatura materialului capetelor profilelor de etanșare trebuie să fie mai mare de +150C. Profilele de etanșare trebuie să fie curate și uscate. Pentru realizarea racordului cap la cap, capetele trebuie să fie tăiate drept pe lungimea profilului de etanșare. Calitatea tăierii este foarte importantă pentru calitatea sudării. Temperatura maximă de sudare trebuie să fie 2150C.
Toate operaţiile de manipulare, depozitare, transport, utilizare se vor face aplicând cu stricteţe normele de prevenire a incendiilor, normele de protecţia muncii şi igiena sanitară în vigoare, precum şi instrucţiunile specifice cuprinse în fişa tehnică a produsului.
Personalul va purta echipament de protecţie corespunzător şi va respecta regulile de igiena muncii.
Produsele satisfac cerinţele impuse de reglementările româneşti în vigoare:
– Regulamentului REACH (CE) nr. 1272/2008 al Parlamentului European și al Consiliului privind clasificarea, etichetarea și ambalarea substanțelor și a amestecurilor;
– HG 1425/2006 pentru aprobarea Normelor Metodologice de aplicare a prevederilor Legii securității și sănătății în muncă nr. 319/2006 – cu completările şi modificările conform HG 955/2010;
– HG 955/2010 pentru modificarea şi completarea Normelor metodologice de aplicare a prevederilor Legii securităţii muncii nr. 319/2006 și HG 985/2012 “Norme metodologice de aplicare a legislației securității și sănătății în muncă”;
– Legea 211/2011 privind regimul deşeurilor;
– Hotărârea 937/2010 privind clasificarea, ambalarea şi etichetarea la introducerea pe piaţă a preparatelor periculoase, completează și modifică HG 1408/2008;
– Hotărârea nr.1 din 04.01.2012 pentru modificarea și completarea HG nr. 1218/2006 privind stabilirea cerințelor minime de securitate și sănătate în muncă pentru asigurarea protecției lucrătorilor împotriva riscurilor legate de prezența agenților chimici, precum și pentru modificarea HG nr. 1093/2006 privind stabilirea cerințelor minime de securitate și sănătate pentru protecția lucrătorilor împotriva riscurilor legate de expunerea la agenți cancerigeni sau mutageni la locul de muncă și a HG nr. 355/2007 privind supravegherea sănătății lucrătorilor.